
Продукция

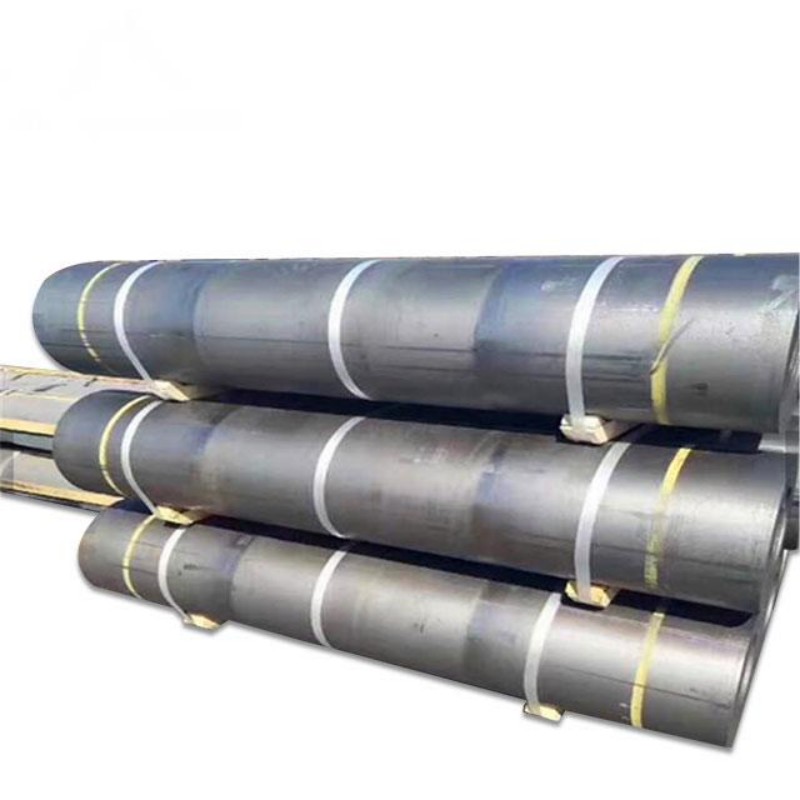









Графитированный электрод высокой мощности HP
Разработанные специально для высокомощных электродуговых печей, графитовые электроды HP значительно сокращают расход электродов на тонну стали, одновременно повышая эффективность плавки, что делает их выбором номер один для сталелитейных заводов среднего размера и специальной металлургии.
Описание
маркер
Технические параметры
| Технологические показатели графитовых электродов HP | ||||||
| Артикул | Единица измерения | Номинальный диаметр (мм) | ||||
| YB/T4089 | Фактический показатель | |||||
| 350-400 | 450-500 | 350-450 | 500-600 | |||
| Резистентность | Электрод | μΩ.M | ≤7.0 | ≤7.5 | ≤6.0 | ≤6.2 |
| Ниппель | ≤6.5 | ≤6.5 | ≤4.5 | ≤4.5 | ||
| Прочность на изгиб | Электрод | Мпа | ≥10.5 | ≥9.8 | ≥12.0 | ≥12.0 |
| Ниппель | ≥14.0 | ≥14.0 | ≥20.0 | ≥12.0 | ||
| Эластичный Упругий | Электрод | Gpa | ≤12.0 | ≤12.0 | ≤10.0 | ≤10.5 |
| Ниппель | ≤16.0 | ≤16.0 | ≤16.0 | ≤16.0 | ||
| Насыпная плотность | Электрод | г/см³ | ≥1.60 | ≥1.60 | ≥1.63-1.7 | ≥1.63-17.3 |
| Сосок | ≥1.7 | ≥1.7 | ≥1.78 | ≥1.78 | ||
| CTE >(100-600)℃ | Электрод | 10-6/℃ | 2.4 | 2.4 | 2.4 | 2.4 |
| Ниппель | 2.2 | 2.2 | 1.8 | 1.8 | ||
| Ясень | % | 0.5 | 0.5 | 0.3 | 0.3 | |
Специальные применения
Разработанные специально для высокомощных электродуговых печей, графитовые электроды HP значительно сокращают расход электродов на тонну стали, одновременно повышая эффективность плавки, что делает их выбором номер один для сталелитейных заводов среднего размера и специальной металлургии.
Сценарии применения
◆ Мощная электродуговая сталеплавильная печь
◆ Выплавка специальных сплавов (на основе никеля/кобальта)
◆ Вторичная очистка нержавеющей стали
◆ Выплавка крупных отливок и поковок
Тип материала
◆ Стандартный тип: формула 30% игольчатого кокса
◆ Тип с длительным сроком службы: обработка поверхности антиоксидантами
◆ Тип высокой плотности: объемная плотность ≥1,72 г/см³
Преимущества продукта
1. Токонесущая способность увеличена на 30% по сравнению с электродом RP
2. Потери от окисления снижены на 15-20%
3. Отличная стойкость к тепловому удару (ΔT≥200℃/мин)
4. Адаптируемость к основным импортным системам управления электропечами


Производственный процесс
◆ Выбор сырья: игольчатый кокс + высококачественный нефтяной кокс в соотношении
◆ Изостатическое прессование: уплотнение под высоким давлением 150 МПа
◆ Пропитка и обжиг: вторичная пропитка для увеличения плотности
◆ Графитизация: обработка в печи LWG при температуре 3000℃
◆ Точная обработка: допуск диаметра резьбы ±0,05 мм
Контроль качества
1. Каждая деталь проходит рентгеновский контроль (стандарт ASTM E797)
2. Скорость окисления проверяется путем отбора проб каждую неделю
3. Соответствует отраслевому стандарту YS/T 623-2016
4. Лазерное измерение отклонения размеров
Технические характеристики установки
1. Рекомендуется использовать усилитель крутящего момента (Φ500 мм требует ≥4500 Н·м)
2. Используйте токопроводящую пасту на основе серебра для соединений
3. Новая система предварительного нагрева электродов: 30-минутный пошаговый нагрев
Рекламный слоган
«Мощнее установка, меньше расход — высокоэффективный двигатель сталеплавильного процесса!»
Подтверждённые результаты
◆ Производитель спецсталей (Цзянсу): Удельный расход электроэнергии снижен на 18%
◆ Завод нержавеющей стали (Турция): Расход электродов 2,1 кг/т металла
◆ Литейный комплекс (Корея): Длительность цикла плавки сокращена на 25%


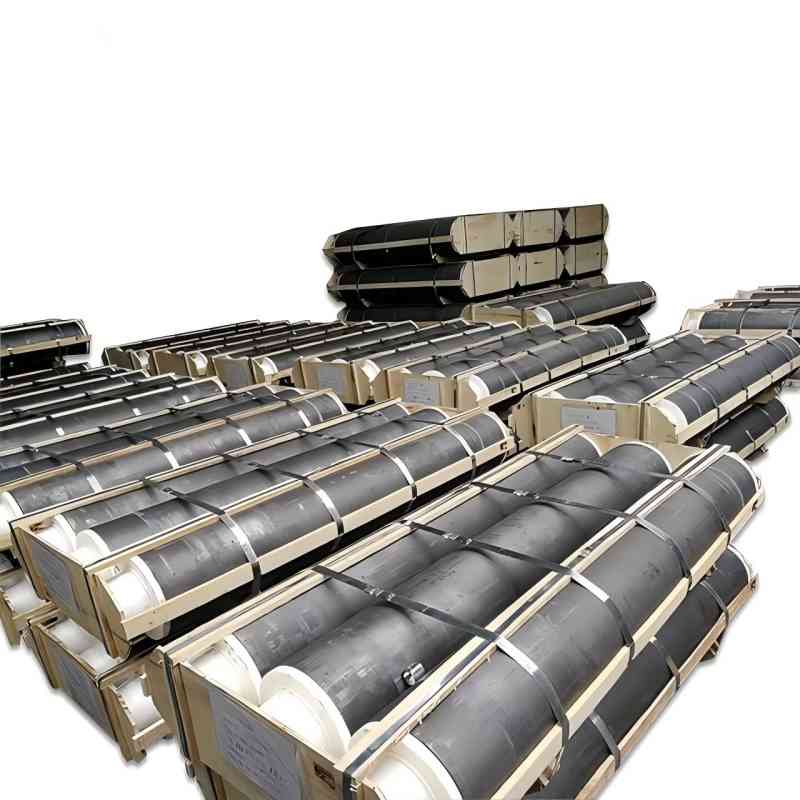
Упаковка, хранение и транспортировка
◆ Вакуумная антиокислительная упаковка (опционально)
◆ Специализированный контейнер для электродов (конструкция, исключающая опрокидывание)
◆ Решение по предотвращению столкновений при подъеме в порту
Обязательство по обслуживанию
◆ Круглосуточный технический ответ
◆ Бесплатная диагностика состояния печи
◆ 15-дневная ускоренная доставка для срочных заказов
Метод транзакции
◆ Оплата: аккредитив по предъявлении или 30% депозита
◆ Минимальный заказ: 10 тонн (около 8 штук Φ400 мм)
◆ Принимаем заводскую инспекцию BV
Система сертификации
◆ Двойная сертификация ISO9001/14001
◆ Сертификация по японскому стандарту JIS
◆ Сертификация по углеродному следу (3,0 т CO₂/т)
связаться с нами
Сопутствующие популярные продукты

Высококачественные графитированные электроды RP
Тип: Регенеративный графитовый электрод Применение: Сталеплавка Длина: 1400–2800 мм

Графитовый квадратный блок
Блоки графита, являясь высокотехнологичным промышленным базовым материалом, стали ключевыми компонентами в таких областях точного производства, как полупроводники и фотоэлектрические элементы, благодаря своей превосходной теплопроводности, стойкости к высоким температурам и химической стабильности.

Высококачественные графитовые гранулы
Искусственный графитовый порошок — это высокочистый углеродный материал с превосходной проводимостью, термической стабильностью и смазывающими свойствами. Он широко используется в аккумуляторах, металлургии, производстве смазочных материалов и других промышленных областях.

Графитовая мелочь
Отходы графита — это зеленый материал для устойчивого промышленного производства. Благодаря переработке и повторному использованию он может значительно снизить себестоимость углеродной продукции и сократить отходы ресурсов.

Анодный угольный блок
Являясь основным компонентом электролизного производства алюминия, анодные угольные блоки значительно повышают эффективность электролиза и снижают затраты на электроэнергию за счет оптимизации проводимости и коррозионной стойкости.

Низкосернистый кальцинированный нефтяной кокс
Ковка — это первый этап термической обработки нефтяного кокса. Температура высокотемпературной термической обработки обычно составляет около 1300 °C. Целью ковки является удаление из нефтяного кокса примесей, таких как вода, летучие вещества, сера и водород, а также изменение структуры и физико-химических свойств различных углеродных материалов.

Высокоуглеродистый кальцинированный антрацит
Прокаленный антрацит, основным сырьем которого является уникальный высококачественный антрацит с низким содержанием золы и серы. Газокальцинированный антрацит, углеродная добавка, имеет два основных применения: в качестве топлива и добавки. Он используется в качестве углеродной добавки в сталеплавильном производстве и литейном производстве.

Лом графитированных электродов
Бой графитовых электродов получается в результате процесса графитизации и механической обработки наших графитовых электродов.

Высококачественные катодные блоки
Катодные блоки используются для футеровки алюминиевых электролизеров. Будучи положительным проводящим углеродным материалом, он обладает высокой термостойкостью, стойкостью к коррозии расплавленными солями и хорошей электропроводностью.

Низкосернистый кальцинированный игольчатый кокс
Низкое содержание серы и золы: низкое содержание серы способствует повышению чистоты продукта. Высокое содержание углерода: содержание углерода превышает 98%, что повышает скорость графитизации.
Высококачественные графитированные электроды HP
Графитовый электрод высокого давления (HP) – это токопроводящий элемент в дуговой сталеплавильной печи. Он изготавливается из нефтяного кокса, игольчатого кокса и каменноугольного пека и производится в ходе ряда строгих производственных процессов.

Кальцинированный нефтяной кокс CPC
Являясь основным сырьем для алюминиевых анодов, графитовых электродов и углеродных изделий, CPC стал незаменимым источником высококачественного углерода в металлургической и химической промышленности благодаря высокому содержанию углерода и стабильным физическим и химическим свойствам.

Каменноугольный пек
Являясь ключевым связующим веществом в углеродной промышленности, каменноугольный пек широко используется в производстве электродов, анодов и огнеупорных материалов благодаря своим превосходным характеристикам коксования и прочности сцепления.

Графитированный электрод высокой мощности HP
Электроды UHP/SHP, являющиеся лучшей конфигурацией для производства стали в электродуговых печах, специально разработаны для сверхмощных и сверхвысокоэффективных плавильных процессов и особенно подходят для современных крупных сталелитейных заводов и производства специальных металлов.

Кальцинированный игольчатый кокс
Кальцинированный игольчатый кокс — ключевое сырьё для производства графитированных электродов сверхвысокой мощности (UHP), анодных материалов литий-ионных аккумуляторов и премиальных графитовых компонентов ядерной промышленности. Его высокоориентированная кристаллическая структура обеспечивает исключительную электропроводность, термостойкость и устойчивость к тепловому удару, значительно повышая срок службы и эффективность конечной продукции.

Катодный угольный блок
В качестве основного материала печи алюминиевых электролизеров катодные углеродные блоки значительно увеличивают срок службы электролизеров и эффективность тока за счет оптимизации электропроводности и устойчивости к натриевой коррозии.



