
Продукция

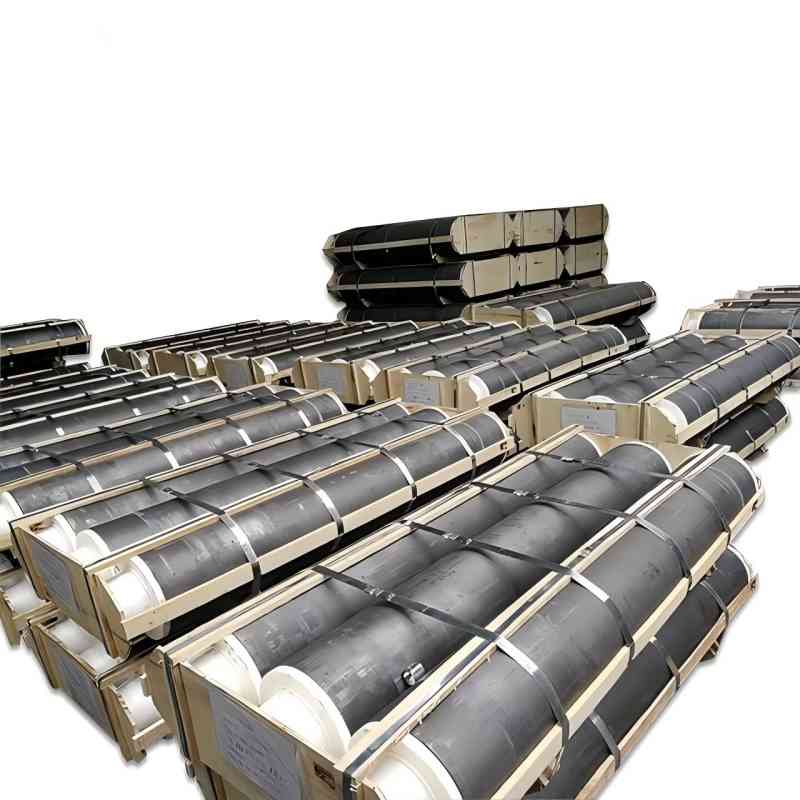
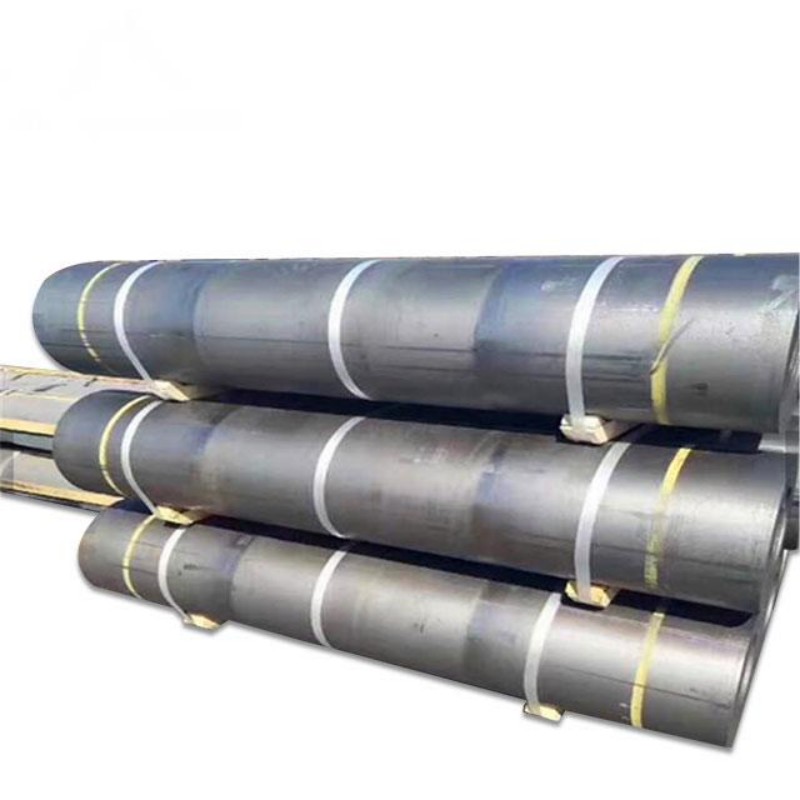










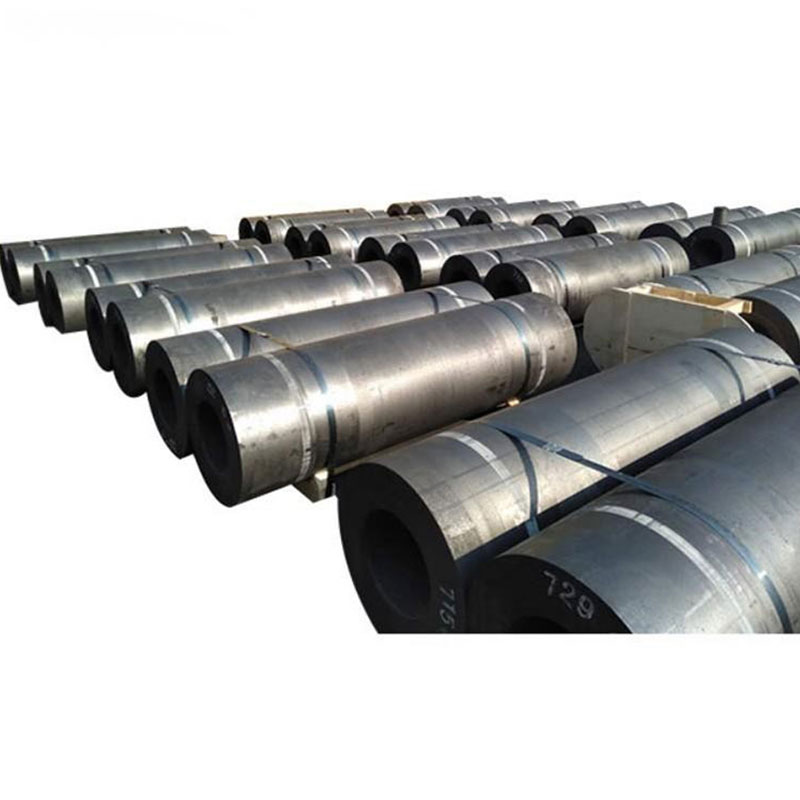
Графитированный электрод обычной мощности RP
Являясь стандартной конфигурацией для производства стали в электродуговых печах, графитовые электроды RP сочетают в себе производительность и экономичность, что делает их идеальным выбором для малых и средних сталелитейных заводов и литейных цехов.
Описание
маркер
Характеристики
| Технологические показатели графитовых электродов RP | ||||||
| Артикул | Единица измерения | Номинальный диаметр (мм) | ||||
| YB/T4089 | Фактический показатель | |||||
| 350-400 | 450-500 | 350-450 | 500-600 | |||
| Резистентность | Электрод | μΩ.M | ≤10.5 | ≤10.5 | ≤9 | ≤9.5 |
| Ниппель | ≤8.5 | ≤8.5 | ≤6.5 | ≤6.5 | ||
| Прочность на изгиб | Электрод | Мпа | ≥6.4 | ≥6.4 | ≥7.0 | ≥6.5 |
| Ниппель | ≥13.0 | ≥13.0 | ≥13.0 | ≥13.0 | ||
| Эластичный Упругий | Электрод | Gpa | ≤9.3 | ≤9.3 | ≤8.0 | ≤8.0 |
| Ниппель | ≤14.0 | ≤14.0 | ≤12.0 | ≤12.0 | ||
| Насыпная плотность | Электрод | г/см³ | ≥1.58 | ≥1.52 | ≥1.6 | ≥1.6 |
| Сосок | ≥1.6 | ≥1.6 | ≥1.8 | ≥1.8 | ||
| CTE >(100-600)℃ | Электрод | 10-6/℃ | 2.9 | 2.9 | 2.8 | 2.8 |
| Ниппель | 2.7 | 2.7 | 2.7 | 2.7 | ||
| Ясень | % | 0.5 | 0.5 | 0.5 | 0.5 | |
Специальные применения
Являясь стандартной конфигурацией для производства стали в электродуговых печах, графитовые электроды RP сочетают в себе производительность и экономичность, что делает их идеальным выбором для малых и средних сталелитейных заводов и литейных цехов.
Сценарии применения
◆ Общепромышленное производство стали в дуговых электропечах
◆ Выплавка ферросплавов (ферросилиций/ферромарганец)
◆ Производство желтого фосфора/карбида кальция
◆ Плавка в литейной промышленности
Тип материала
◆ Стандартный тип: на основе нефтяного кокса
◆ Улучшенный тип: добавлен игольчатый кокс (для повышения прочности)
◆ Экономичный тип: оптимизированная формула для снижения затрат
Преимущества продукта
◆ Отличные показатели затрат: экономия затрат 15–20 % по сравнению с электродами HP
◆ Хорошая термостойкость: подходит для прерывистой работы
◆ Умеренная механическая прочность: уровень поломок при установке < 0,5 %
◆ Высокая универсальность: подходит для большинства бытовых электропечей


Производственный процесс
1. Подготовка сырья: прокаленный нефтяной кокс (1300℃)
2. Смешанное замешивание: связывание каменноугольным пеком + экструзия 2000T
3. Процесс выпечки: 28 дней градиентного нагрева до 800℃
4. Графитизация: обработка в печи Ачесона 2800℃
5. Обработка: прецизионная резьбовая токарная обработка
Контроль качества
◆ Колебание сопротивления в каждом испытании (≤3%)
◆ Ультразвуковая дефектоскопия внутренних дефектов
◆ Соответствует стандарту GB/T 3072-2018
◆ Сохраняйте образцы из каждой партии для прослеживаемости
Руководство по установке
◆ Рекомендуемый крутящий момент: электрод диаметром 300 мм ≥ 2000 Н·м
◆ Нанесите специальную пасту на соединение
◆ Постепенное увеличение расхода требуется для первого использования
Рекламный слоган
«Надёжность камня, выгода выбора — ваш верный партнёр для дуговых электропечей!»
Результаты внедрения
◆ Производитель фотоэлементов: Ресурс тепловых узлов монокристаллических печей увеличен на 30%
◆ Предприятие полупроводниковой отрасли: Равномерность технологической температуры ±1°C
◆ Производитель инструментальных электродов: Снижение износа электроэрозионных комплексов на 40%


Результаты сотрудничества
◆ Сталелитейный завод (Хэбэй): Расход электродов снижен до 2.8 кг/т стали
◆ Литейное производство (Вьетнам): Производительность плавки увеличена на 15%
◆ Ферросплавное предприятие (Индия): Устранение разрушения электродов
Упаковка и транспортировка
◆ Ударопрочная деревянная упаковка (фиксированная с обоих концов)
◆ Загрузка контейнера: 40HQ на 60 штук (Φ300 мм)
◆ Влагозащитная обработка для морской транспортировки
Сервисная поддержка
◆ Политика в отношении образцов: Предоставляйте образцы Φ100×500 мм
◆ Цикл доставки: Обычно 30 дней (на складе)
◆ Техническая консультация: Бесплатное решение по подбору электропечи
Условия сделки
◆ Способ оплаты: T/T 30% предоплата
◆ Минимальный объем заказа: 5 тонн (около 10 штук Φ300 мм)
◆ Принимаем стороннюю инспекцию
Сертификация квалификации
◆ Система менеджмента качества ISO9001:2015
◆ Сертификация CE
◆ Заявление об углеродном следе (≤3,2 тCO₂/т)
связаться с нами
Сопутствующие популярные продукты

Высококачественные графитированные электроды RP
Тип: Регенеративный графитовый электрод Применение: Сталеплавка Длина: 1400–2800 мм

Графитированный электрод высокой мощности HP
Электроды UHP/SHP, являющиеся лучшей конфигурацией для производства стали в электродуговых печах, специально разработаны для сверхмощных и сверхвысокоэффективных плавильных процессов и особенно подходят для современных крупных сталелитейных заводов и производства специальных металлов.

Высокоуглеродистый кальцинированный антрацит
Прокаленный антрацит, основным сырьем которого является уникальный высококачественный антрацит с низким содержанием золы и серы. Газокальцинированный антрацит, углеродная добавка, имеет два основных применения: в качестве топлива и добавки. Он используется в качестве углеродной добавки в сталеплавильном производстве и литейном производстве.

Катодный угольный блок
В качестве основного материала печи алюминиевых электролизеров катодные углеродные блоки значительно увеличивают срок службы электролизеров и эффективность тока за счет оптимизации электропроводности и устойчивости к натриевой коррозии.

Каменноугольный пек
Являясь ключевым связующим веществом в углеродной промышленности, каменноугольный пек широко используется в производстве электродов, анодов и огнеупорных материалов благодаря своим превосходным характеристикам коксования и прочности сцепления.

Высококачественные катодные блоки
Катодные блоки используются для футеровки алюминиевых электролизеров. Будучи положительным проводящим углеродным материалом, он обладает высокой термостойкостью, стойкостью к коррозии расплавленными солями и хорошей электропроводностью.

Частично графитированный нефтяной кокс фр. 1-5 мм
Широко используется на сталеплавильных заводах, в производстве точного литья.

Гранулированный графитовый порошок
Будучи многофункциональным углеродным материалом, графитовые частицы/порошки широко используются в новой энергетике, электронике, металлургии и других высокотехнологичных областях благодаря своей превосходной электропроводности, теплопроводности и химической стабильности.

Низкосернистый кальцинированный нефтяной кокс
Ковка — это первый этап термической обработки нефтяного кокса. Температура высокотемпературной термической обработки обычно составляет около 1300 °C. Целью ковки является удаление из нефтяного кокса примесей, таких как вода, летучие вещества, сера и водород, а также изменение структуры и физико-химических свойств различных углеродных материалов.

Низкосернистый кальцинированный игольчатый кокс
Низкое содержание серы и золы: низкое содержание серы способствует повышению чистоты продукта. Высокое содержание углерода: содержание углерода превышает 98%, что повышает скорость графитизации.
Графитированный электрод высокой мощности HP
Разработанные специально для высокомощных электродуговых печей, графитовые электроды HP значительно сокращают расход электродов на тонну стали, одновременно повышая эффективность плавки, что делает их выбором номер один для сталелитейных заводов среднего размера и специальной металлургии.

Графитированный нефтяной кокс фр. 1-5 мм
Графитированный нефтяной кокс может использоваться в качестве науглероживателя (карбюризатора) для производства высококачественной стали, чугуна и сплавов. Он также может использоваться в качестве добавки в пластмассы и резину.


Кальцинированный игольчатый кокс
Кальцинированный игольчатый кокс — ключевое сырьё для производства графитированных электродов сверхвысокой мощности (UHP), анодных материалов литий-ионных аккумуляторов и премиальных графитовых компонентов ядерной промышленности. Его высокоориентированная кристаллическая структура обеспечивает исключительную электропроводность, термостойкость и устойчивость к тепловому удару, значительно повышая срок службы и эффективность конечной продукции.

Высококачественные графитовые гранулы
Искусственный графитовый порошок — это высокочистый углеродный материал с превосходной проводимостью, термической стабильностью и смазывающими свойствами. Он широко используется в аккумуляторах, металлургии, производстве смазочных материалов и других промышленных областях.

Графитизированный нефтяной кокс GPC
Как высококачественный графитированный материал, GPC стал основным сырьем для производства специальных углеродных изделий и современных материалов благодаря своей превосходной проводимости и термической стабильности.



