
Производители графитированного нефтяного кокса для сталеплавильного производства
Производители графитированного нефтяного кокса для сталеплавильного производства – это, на первый взгляд, достаточно узкая ниша. Но если по-настоящему углубиться, то понимаешь, насколько критично качество этого материала для эффективности и экономичности всего процесса. Говорят, что кокс кокс, но это не так. Разница в составе, структуре и, как следствие, в производительности электродов, может ощутимо влиять на себестоимость стали и даже на качество конечного продукта. Я не буду вдаваться в сложные химические формулы, но хочу поделиться некоторыми наблюдениями и опытом, накопленным за годы работы в этой сфере.
Проблемы с качеством и их последствия
Часто сталкиваешься с ситуацией, когда заказываешь кокс определенной марки, а получаешь что-то совершенно другое. Поставщик обещает высокую термическую стабильность, а электрод плавится быстрее, чем должен. Или наоборот, материал плохо проводит ток, что увеличивает энергопотребление. Это не просто разочарование, это ощутимые финансовые потери. Потеря времени на перебор проб, поиск альтернативных поставщиков, задержки в производстве – все это бьет по результату. Более того, использование некачественного кокса может привести к образованию трещин в электродах, их преждевременному износу и, в конечном счете, к остановке плавильного процесса.
Насколько я понимаю, одна из главных проблем – это контроль качества сырья, из которого производится графитированный нефтяной кокс. Не всегда поставщики обеспечивают необходимую чистоту углеродной составляющей и правильное соотношение графита и связующих элементов. Это, конечно, упрощенный взгляд, но он отражает суть многих проблем, с которыми сталкиваемся на практике.
Электроды высокой мощности: особые требования
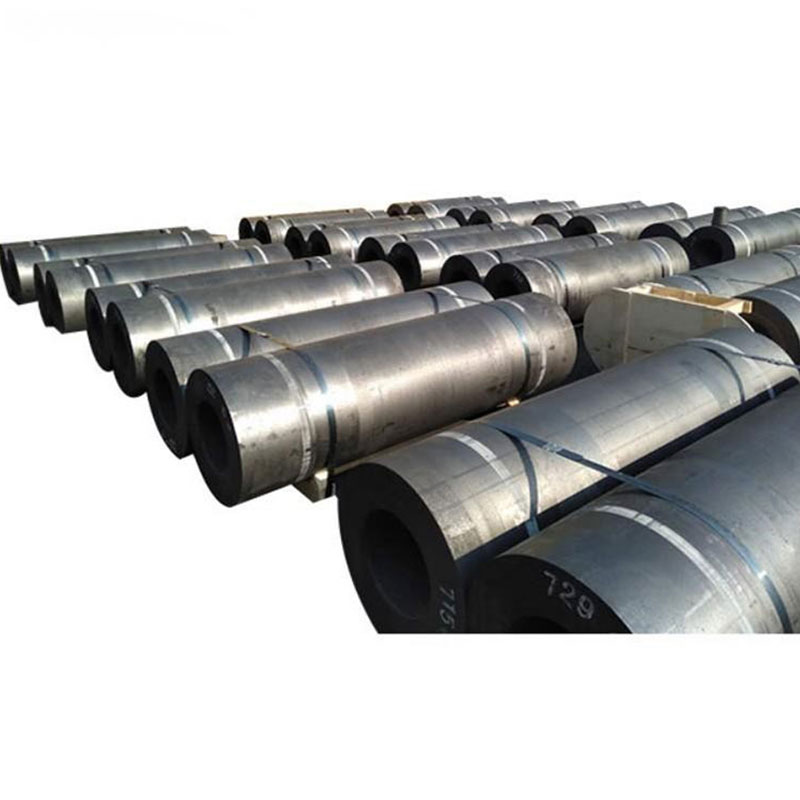
Если говорить о сталеплавильном производстве, особенно о производстве стали высокой мощности, то требования к графитированному нефтяному коку возрастают многократно. Электроды должны выдерживать экстремальные температуры, обеспечивать надежный контакт с расплавом и обладать высокой устойчивостью к механическим повреждениям. Здесь уже не подойдет обычный кокс, предназначенный для низкомощных печей. Нужен продукт с определенным гранулометрическим составом, повышенной плотностью и минимальным содержанием примесей.
Я видел пример, когда на заводе перешли на новый поставщик графитированного кокса для электродов высокой мощности. Первое время результаты были неоднозначными. Сначала даже не заметили явных изменений, потом стали фиксировать увеличение потребления электроэнергии, а затем – увеличение количества дефектов в электродах. Пришлось провести серьезную диагностику, изучить состав кокса, проверить параметры его производства. Оказалось, что поставщик не соблюдал технологический процесс, что приводило к неоднородности продукта и ухудшению его эксплуатационных характеристик. Это был болезненный, но ценный урок.
Важность сотрудничества с надежными поставщиками
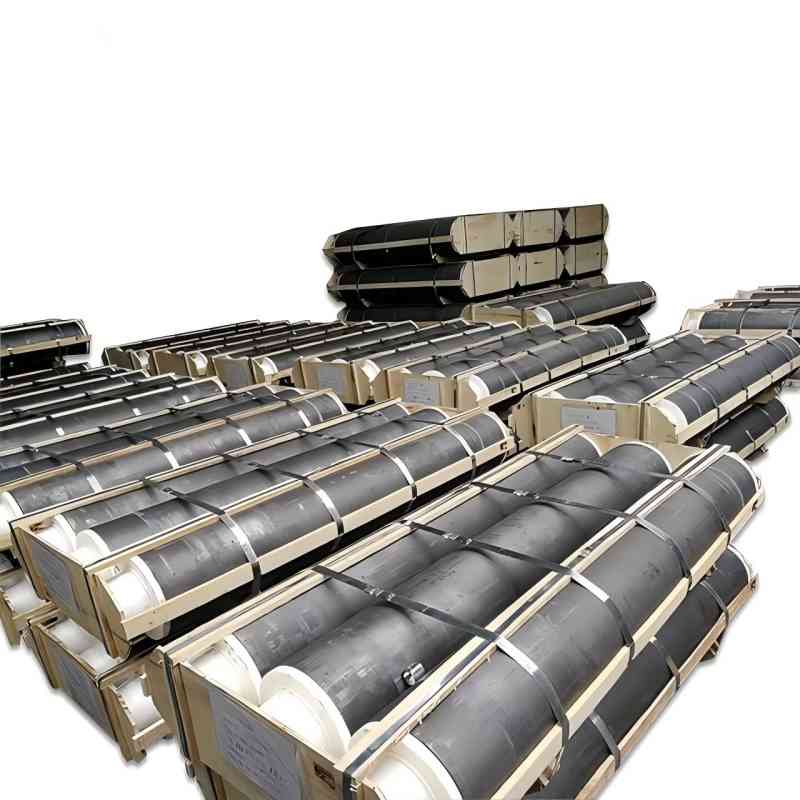
Сложно переоценить важность выбора надежного поставщика графитированного нефтяного кокса для сталеплавильного производства. Не стоит гнаться за самой низкой ценой, лучше потратить время на поиск компании, которая имеет опыт работы на рынке, может предоставить сертификаты качества на продукцию и готова предложить индивидуальные решения, отвечающие вашим конкретным потребностям. Нужно учитывать не только характеристики самого кокса, но и логистику, сроки поставки и уровень сервиса.
Например, компания ООО Хэбэй Юй Куан Новые Материалы и Технологии, насколько мне известно, зарекомендовала себя как надежный партнер для многих сталелитейных предприятий. Они не просто продают кокс, а предлагают комплексное решение, включающее в себя консультации по выбору оптимальной марки, техническую поддержку и контроль качества. У них большой опыт в производстве и поставке различных видов графитированных электродов, что позволяет им удовлетворить потребности самых разных сталеплавильных заводов. У них даже есть возможность адаптировать состав кокса под конкретные требования заказчика, что, безусловно, является большим плюсом.
H3: Контроль гранулометрического состава: критически важный аспект
Глубокий анализ гранулометрического состава – это не просто формальность, это прямая зависимость от процесса плавки и стабильности работы электродов. Слишком мелкий кокс может приводить к образованию пыли и загрязнению расплава, а слишком крупный – к снижению теплоотдачи и увеличению энергопотребления. Оптимальный диапазон зернистости нужно подбирать индивидуально для каждой печи и технологии.
Мы когда-то имели дело с проблемой, когда в коксе преобладали крупные фракции. Это приводило к неоднородной работе электродов и, как следствие, к дефектам в стали. Пришлось разрабатывать специальный фильтр для улавливания крупных частиц и корректировать технологический процесс плавки. Но, как говорится, лучше предотвратить, чем лечить.
Важно помнить, что гранулометрический состав – это не статичный параметр. Он может меняться в зависимости от партии кокса, условий его хранения и транспортировки. Поэтому необходимо регулярно контролировать его и корректировать технологический процесс при необходимости.
Будущее производства графитированного нефтяного кокса
В последние годы наблюдается тенденция к повышению требований к качеству графитированного нефтяного кокса. Все больше предприятий стремятся к использованию более экологичных и эффективных материалов. Сейчас активно разрабатываются новые технологии производства, позволяющие снизить содержание примесей, повысить термическую стабильность и улучшить электродные свойства кокса. Например, некоторые компании используют современные методы обработки графита и связующих элементов, что позволяет создавать продукт с заданными характеристиками и повышенной долговечностью.
На мой взгляд, будущее производства графитированного нефтяного кокса для сталеплавильного производства неразрывно связано с развитием технологий сталеплавильного производства. Чем более совершенными будут плавильные процессы, тем более сложными будут требования к качеству кокса. И компании, которые смогут предложить решения, отвечающие этим требованиям, будут иметь конкурентное преимущество.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Графитовая мелочь
Графитовая мелочь -
 Низкосернистый кальцинированный нефтяной кокс
Низкосернистый кальцинированный нефтяной кокс -
 Кальцинированный антрацитовый уголь
Кальцинированный антрацитовый уголь -
 Низкосернистый графитированный нефтяной кокс
Низкосернистый графитированный нефтяной кокс -
 Кальцинированный нефтяной кокс CPC
Кальцинированный нефтяной кокс CPC -
 Графитированный нефтяной кокс фр. 1-5 мм
Графитированный нефтяной кокс фр. 1-5 мм -
 Кальцинированный игольчатый кокс
Кальцинированный игольчатый кокс -
 Графитированный электрод высокой мощности HP
Графитированный электрод высокой мощности HP -
 Высокоуглеродистый кальцинированный антрацит
Высокоуглеродистый кальцинированный антрацит -
 Высококачественные катодные блоки
Высококачественные катодные блоки -
 Катодный угольный блок
Катодный угольный блок -
 Высококачественный кальцинированный нефтяной кокс
Высококачественный кальцинированный нефтяной кокс
Связанный поиск
Связанный поиск- Основная страна-покупатель дешевых графитовых блоков для производства стали
- Основные покупатели графитовых электродов UHP
- Производители графитоуглеродных пластин
- Высокоплотные графитовые углеродные блоки
- Производители графитоуглеродных электродов для электродуговых печей
- Производители высокоуглеродистого графитированного кокса
- Производители добавок для сажи
- Ведущий покупатель дешевого холодного проката
- Ведущий покупатель игольчатого кокса с низким содержанием серы (<0.3%)
- Производители прокатных станов



