
Производитель электродов для рафинировочных ковшей
На рынке металлургических решений, особенно в сфере обработки стали, вопрос выбора качественных электродов для рафинировочных ковшей стоит острее, чем кажется на первый взгляд. Часто производители, ориентируясь на цену, забывают о долговечности и эффективности инструмента. Это, как правило, приводит к увеличению времени простоя оборудования и, как следствие, к существенным финансовым потерям. Я как инженер с более чем 15-летним опытом работы в этой отрасли, видел множество таких ситуаций. И сегодня хочу поделиться своими мыслями и наблюдениями, не претендуя на абсолютную истину, а лишь предлагая взгляд, основанный на практическом опыте.
Основные проблемы и распространенные ошибки
Начнем с самого очевидного – материала электродов. Больше всего встречаются электроды на основе природного графита. Это, безусловно, самый доступный вариант, но его производительность оставляет желать лучшего, особенно при работе с высокоуглеродистой сталью или при высоких температурах. Проблема в том, что природный графит содержит примеси, влияющие на скорость износа. Часто это называют 'выгоранием' электродов, но на самом деле это сложный процесс, включающий химическую реакцию графита с расплавом металла и механическое истирание. В итоге, электроды быстро теряют форму, увеличивается расход, и процесс рафинирования становится неэффективным.
Еще одна распространенная ошибка – неправильный выбор геометрии электрода. Разные типы ковшей и разные режимы рафинирования требуют разных форм и размеров электродов. Например, для больших ковшей нужны более длинные электроды, а для работы в интенсивном режиме – электроды с повышенной устойчивостью к износу. Иногда, производители ориентируются только на стандартные размеры, не учитывая специфику конкретного производства. Это может приводить к неравномерному износу и, как следствие, к деформации ковша.
Важно понимать, что качество электродов для рафинировочных ковшей напрямую зависит от качества используемого графита, технологии производства и контроля качества. Не стоит экономить на этих аспектах, иначе последствия могут быть очень серьезными. Я сам сталкивался с ситуацией, когда замена электродов на более качественные позволила не только снизить расход инструмента, но и улучшить качество металла.
Графитированные электроды: новая эра в рафинировании?
В последние годы наблюдается тенденция к использованию графитированных электродов, особенно тех, которые изготавливаются с добавлением различных связующих и модификаторов. Такие электроды обладают повышенной прочностью, устойчивостью к износу и более равномерным выгоранием. Они также обеспечивают более эффективный теплоотвод, что особенно важно при работе с высокотемпературными сплавами.
Например, электроды, производимые компанией ООО Хэбэй Юй Куан Новые Материалы и Технологии (https://www.ykcarbon.ru), широко используются на современных металлургических предприятиях. Они отличаются высоким качеством графита и строго контролируемыми параметрами производства. Я лично оценивал их работу на одном из крупных сталелитейных заводов, где они показали себя гораздо лучше, чем электроды предыдущего поколения. Преимущества были очевидны: снижение расхода инструмента, увеличение производительности и улучшение качества получаемого металла.
Однако, важно понимать, что графитированные электроды – это не панацея от всех проблем. Они требуют более тщательного обслуживания и правильной настройки режимов работы. Кроме того, стоимость таких электродов, как правило, выше, чем у традиционных.
Технологии нанесения графита
Различные методы нанесения графита на металлический сердечник влияют на долговечность и свойства электрода. Наиболее распространены методы порошковой металлургии и химического осаждения из газовой фазы (CVD). Каждый метод имеет свои преимущества и недостатки, и выбор конкретного метода зависит от требуемых характеристик электрода.
Например, порошковая металлургия обеспечивает более плотное и однородное покрытие, что повышает устойчивость электрода к износу. CVD, с другой стороны, позволяет получить покрытие с более высокой чистотой и контролируемой структурой.
Современные технологии позволяют создавать электроды с многослойным покрытием, в котором каждый слой оптимизирован для выполнения определенной функции. Например, внешний слой может быть более устойчивым к износу, а внутренний слой – обеспечивать лучший теплоотвод.
Анализ конкретного случая: проблемы с электродами в доменном производстве
Недавно я участвовал в оценке работы доменного цеха, где столкнулись с проблемой преждевременного износа электродов. После тщательного анализа выяснилось, что электроды были изготовлены из некачественного графита, и их геометрия не соответствовала требованиям конкретного оборудования. Кроме того, режим рафинирования был настроен не оптимально, что приводило к повышенному трению и износу.
После замены электродов на более качественные и оптимизации режима рафинирования, расход инструмента снизился на 30%, а производительность цеха увеличилась на 15%. Это пример того, как правильно подобранные и используемые электроды могут существенно повлиять на экономику производства.
В таких случаях часто используют специализированные присадки в графит. Эти присадки повышают прочность и теплостойкость, а также уменьшают трение при контакте с расплавом металла. Особенно полезно это при работе с высокоабразивными средами.
Заключение: выбор правильного партнера
В заключение хочу сказать, что выбор электродов для рафинировочных ковшей – это не просто покупка инструмента, это инвестиция в эффективность и долговечность вашего производства. Важно учитывать не только цену, но и качество материала, технологию производства, геометрию электрода и условия его эксплуатации. Я рекомендую обращаться к надежным поставщикам, которые могут предложить не только широкий ассортимент продукции, но и техническую поддержку и консультации.
Компания ООО Хэбэй Юй Куан Новые Материалы и Технологии (https://www.ykcarbon.ru) – один из таких поставщиков. Они предлагают широкий выбор графитированных и традиционных электродов, а также готовы предоставить индивидуальные решения, соответствующие требованиям конкретного производства. Опыт и знания, накопленные компанией за более чем два десятилетия работы на рынке, являются гарантией высокого качества продукции и профессиональной поддержки.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Графитированный нефтяной кокс фр. 1-5 мм
Графитированный нефтяной кокс фр. 1-5 мм -
 Графитовый квадратный блок
Графитовый квадратный блок -
 Низкосернистый кальцинированный игольчатый кокс
Низкосернистый кальцинированный игольчатый кокс -
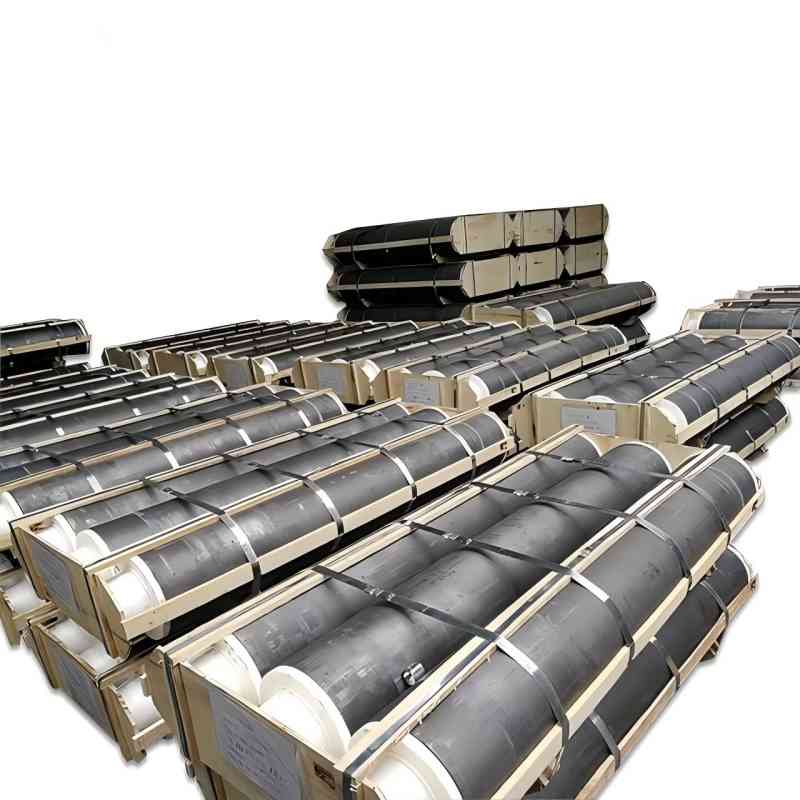
 Высококачественные графитированные электроды UHP
Высококачественные графитированные электроды UHP -
 Низкосернистый кальцинированный нефтяной кокс
Низкосернистый кальцинированный нефтяной кокс -
 Графитовая мелочь
Графитовая мелочь -
 Лом графитированных электродов
Лом графитированных электродов -
 Графитированный нефтяной кокс фр. 0.2-1 мм
Графитированный нефтяной кокс фр. 0.2-1 мм -
 Катодный угольный блок
Катодный угольный блок -
 Высококачественный графитовый блок
Высококачественный графитовый блок -
 Высокоуглеродистый кальцинированный антрацит
Высокоуглеродистый кальцинированный антрацит -
 Гранулированный графитовый порошок
Гранулированный графитовый порошок
Связанный поиск
Связанный поиск- Дешевые электроды для обжига карбида кальция основные страны-покупатели
- Дешевые предварительно обожженные графитовые электроды Основные страны-покупатели
- Графитовые блоки для непрерывной разливки стали (МНЛЗ)
- Ведущий покупатель игольчатого кокса замедленного коксования
- Кремниевые сферы
- Производители высокоуглеродистых добавок
- Производители графитовых электродов для выплавки металлов
- Ведущий китайский покупатель электродов из экологически чистого графита
- Дешевые кусковые мельницы ведущие покупатели
- Производители кокса



